

A lézervágás olyan technológia, amely lézert használ az anyagok vágására, így általában ipari gyártásokhoz is használják. A lézervágás nagy teljesítményű lézer kimenetének leggyakrabban optikán keresztül történő irányításával működik. Ipari lézeres vágás során vágógépeket használnak síklapú anyagok, valamint szerkezeti és csővezetékanyagok vágására.
A CO2 lézereket rendszerint "szivattyúzzák" a gázkeveréken áthaladó áram vagy rádiófrekvenciás energiával (RF-gerjesztéssel). Az RF újabb és egyre népszerűbb módszer. Mivel az egyenáram az üreg belsejében elektródokat igényelnek, az elektróda eróziójával és az elektród anyagának üvegedényeken és optikán történő bevonásával találkozhatnak. Az RF rezonátoroknak külső elektródjai vannak, így ezek nem hajlamosak az adott a problémákra. A CO2 lézerek sokféle anyag ipari vágására felhasználhatók, például a titán, az enyhe acél, a rozsdamentes acél, az alumínium, a műanyag, a fa, a megmunkált fa, vagy a papír vágására is. Ezeket a lézereket elsősorban fémek és kerámiák vágására és megmunkálására használják.
Az áramforráson kívül a gázáramlás fajtája, típusa is befolyással lehet a teljesítményre. A CO2-lézerek között van a gyors axiális áramlással, lassú axiális áramlással, keresztirányú áramlással bíró típus is. Például a gyors axiális áramlással bíró rezonátorban a szén-dioxid, a hélium és a nitrogén keverékét egy turbina vagy fúvó keringteti a megfelelően nagy sebességgel. A keresztirányú lézerek ezzel szemben kisebb keringtetési sebességgel bírnak, így azok egyszerűbb fúvót igényelnek. A lemez- vagy diffúziós hűtött rezonátoroknak statikus gázmezővel bírnak, így azok nem igényelnek hatalmas nyomást. Ez a helyettesítő turbinák és üvegeszközök megtakarításához vezet.
A lézergenerátor és a külső optika (beleértve a fókuszlencse) hűtést igényel. A rendszer méretétől és konfigurációjától függően a hulladékhő a hűtőfolyadékkal közvetlenül a levegőbe kerülhet. A víz gyakran használt hűtőközeg, amelyet rendszerint egy hűtő- vagy hőátadó rendszeren keresztül kering.
A vízsugaras vezérelt lézerek között az úgynevezett lézer-mikrojáték egy olyan típus, amelyben egy impulzusos lézersugár csatlakoztatva van egy alacsonyabb nyomású vízsugárba. Ezzel végre lehet hajtani a lézeres vágási funkciókat, miközben a vízsugaras vezérelt lézer a vízsugarat a lézersugár irányításához hasonlítja, mint egy optikai szálat, teljes belső visszaverődést kihasználva. Ennek olyan pozitív hozadéka van, hogy a víz eltávolítja a törmelékeket és lehűti az anyagot. Egyéb előnyei a hagyományos "száraz" lézeres vágásokkal szemben még a párhuzamos kerf, a magas dilling sebesség, valamint az irányított vágás.
A Fiber lézer egy olyan fajta lézer, amely egyre gyorsabban növekszik a fémvágó iparban. A CO2-vel ellentétben a Fiber technológia szilárd közeget használ, szemben a gázzal vagy folyadékkal. A „mag-lézer” a lézersugarat termeli, majd egy üvegszálban amplifikálódik. Mindössze 1,064 mikrométer hullámhosszúságú szálas lézerek rendkívül kis pontméretet eredményeznek (akár 100-szor kisebbek a CO2-hoz képest), így ideálisak a fényvisszaverő fémanyagok vágására. Ez a Fiber egyik fő előnye a CO2-hoz képest.
A lézerek vágásánál számos különböző módszer létezik, a különböző anyagokat különböző anyagok vágására használják. Például az olvadás és az ütés, az olvadék és az égés, a párologtatás, a feszítés, a hidegvágás, a termikus feszültség repedése és a stabilizált lézeres vágás.
A párologtató vágás során a fókuszált sugár az anyag felületét forró pontra melegíti, majd egy kulcslyukat képez. A lyuk gyorsan mélyül a megnövekedett abszorpciónak köszönhetően. Miközben a lyuk mélyül, valamint az anyag forr: gőz keletkezik, ami a nyílást tovább növeli. A nem olvadó anyag, (fa, szén vagy a hőre keményedő műanyagok) a legtöbb esetben párologtató vágással vannak vágva.
Az olvadék és a fúvás (fúziós vágás) nagynyomású gázt használ fel az olvadt anyag a vágási területről való fújására, így nagyban csökken a teljesítményigény. Először az anyagot olvadáspontra kell melegíteni, majd a gázszóró az olvadt anyagot kifújja, így nem kell az anyag hőmérsékletét tovább emelni. Fújással általában fémeket vágnak.
A törékeny anyagok a termikus törésre kifejezetten érzékenyek, melyet a termikus feszültség repedések (hőfeszültség-repedés) módszerénél használnak. A sugár felületre való fókuszálása lokális fűtést és termikus tágulást okoz. Emiatt a repedés keletkezi, amelyet a gerenda mozgatásával irányítani lehet. A repedés m / s sorrendben mozgatható. Á termikus feszültség repedést legtöbbször az üveg vágásához használják.
A mikroelektronikus chipek elválasztását a félvezető eszközgyártás során szilíciumlemezből előállított ún. lopakodási eljárással hajtják végre, amely egy impulzusos lézerrel valósul meg. A lézer hullámhossza (1064 nm).
A reaktív hasonlít az oxigénpisztoly vágáshoz, de a lézersugár gyújtóforrásként szolgál ebben az esetben. Legtöbbször az 1 mm-nél vastagabb szénacél vágásához használják ezt a módszert, tehát az eljárás viszonylag kis lézerteljesítményű, de nagyon vastag acéllemezek vágására használják.
A lézervágás egy olyan [termikus vágási] folyamat, amelynél a vágáshoz szükséges hőenergiát egy lencsével fókuszált lézersugár biztosítja! A lézersugárral megmunkálható alapanyagok: szénacélok, rozsdamentes, és saválló acélok, réz, titán anyagok. Cégünk jelen pillanatban 2D lézervágás technológiával, valamint stancolási technológiával is foglalkozik!
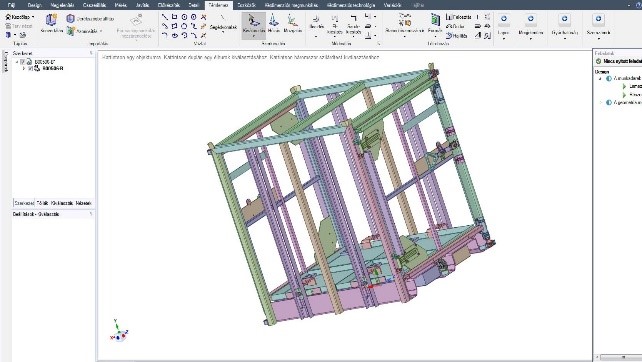
1. Cégünk a mai csúcstechnológiának legmegfelelőbb szoftvereket használja, mind 2D és a 3D programozás, és tervezés szempontjából, amely elengedhetetlen a mai piaci helyzetben. Versenyképesség fenntartása érdekében nagy hangsúlyt helyezünk, programozóink, gépkezelőink továbbképzéseire. Tapasztalt CNC programozó munkatársaink, a legfejlettebb programozási technológiát biztosító szoftverek használatával, a gépjeink hatékonyabb kihasználtságát érik el. A hatékonyabb használat lehetővé teszi áraink versenyképességének megőrzését.
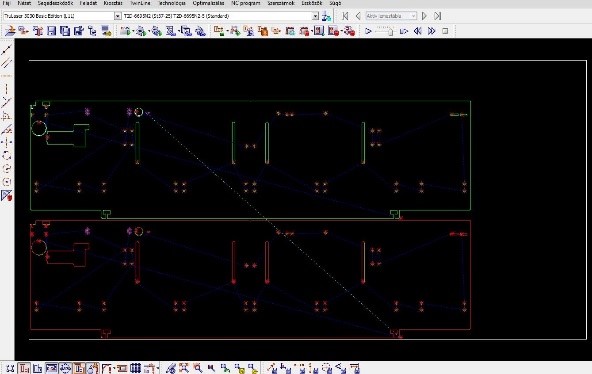
Mivel alkatrészeink 90%-át élhajlítjuk, ezért különös kép kell figyelnünk a lemezhengerlési irány szerinti hosszprogramozásra, ütközésmentes programok készítésére. A kiszámított adatok alapján, beállítják a lézervágási folyamatokra vonatkozó szükséges paramétereket (a lézervágó teljesítményét (W*), sebességét (F*), vágógázok keverékének arányait, stb.).
2. A következő lépés, a megrendelő által meghatározott anyagminőség és anyagvastagság kiválasztása, a programozók által kiadott programlap alapján. Elengedhetetlen tartjuk, a munkafolyamatok megfelelő rendszerezését, hiszen a gyors, és szakszerű információáramlás, nagyban segíti a termelékenységet, és a hibák minimalizálását ! Ha ez megtörtént, egy darus vákuumemelő segítségével fölhelyezzük a kiválasztott lemeztáblát a palettára! Egyik legjobb választás a darus vákuumosemelő, mivel így a lemezt karcmentesen, esztétikai hibák nélkül lehet előkészíteni a vágáshoz!

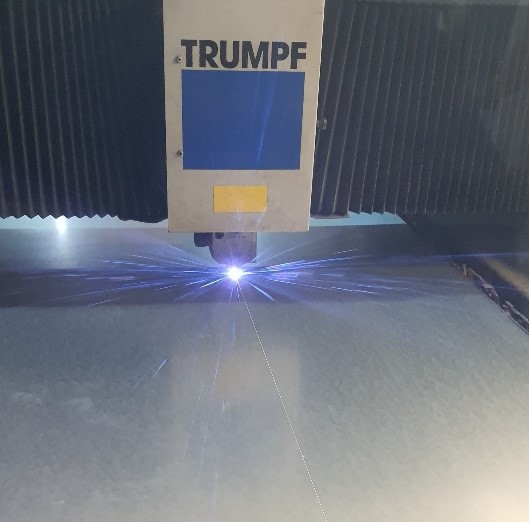
3. A jó minőségű vágási felület, és a sorja mentesség érdekében nagyon fontos a megfelelő technológia, és paraméterek kiválasztása. Fontosnak tartjuk a vevői elégedettséget, így e minőségi elvárások elengedhetetlen cégünk számára! Ha megfelelő beállítások megtörténtek, csak ezt követően kezdhetjük el a lézervágást! Az első lézer által vágott munkadarabot mindenképp ellenőriznünk kell:
Szemrevételezéssel:

Ha mindent rendben találtunk, akkor folytathatjuk a lemeztábla további vágását!
4. A kész alkatrészeket palettára helyezve, továbbítjuk a következő megmunkálás helyszínére.
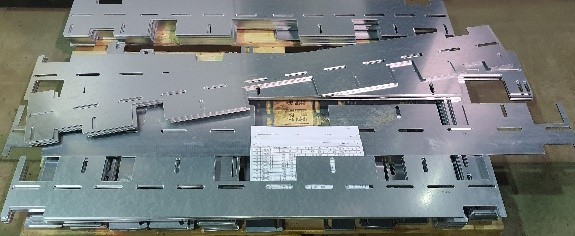
Ha nincs további megmunkálás, akkor gondosan csomagoljuk és szállítjuk a kért címre!

Lakatos László Nyír- Lift programozó-tervezője interjút ad, a lézervágásról:
Cégünk mára már a legkorszerűbb lézervágógépekkel igyekszik a vevői igényeket kiszolgálni.

De beszéljünk először a lézervágásról mint technológiáról: a lézervágás egy automatizált anyagszétválasztási eljárás (más néven termikus vágási eljárás) amelynek során a vágáshoz kellő hőenergiát a lézersugár adja. Cégünk az alábbi anyagoknál használja: alumínium, acél, rozsdamentes ritkább esetekben réz lemeztáblák.
Adott egy üvegcső, amelyben nagy tisztaságú, kisnyomású gázt (agy keveréket) áramoltatunk, amit középfrekvenciás, nagyfeszültséggel rendelkező impulzusokkal pumpálják, avagy gerjesztik. Az ez által keletkezett lézersugarakat vetítéssel üvegszálakon keresztül juttatják el a vágófejhez. A vágófejben található egy vagy több speciális lencse viszi véghez a fókuszálást. A lencse azt a fényt, ami beérkezik a tárgy felületére, fókuszálja. Nagyon nagy energia koncentrálódik egy nagyon kicsi területen, aminek következményeképpen létrejön a vágás. A vágófejnek a pontos pozicionálását léptetőmotorok vezérlik, amelynek az ahhoz szükséges számú impulzusát a CNC berendezéstől kapják, a vágandó felületet figyelembe véve.
A gépparkunk fejlesztésével, különleges igényeket is tudunk teljesíteni. Cégünk gépei képesek 1500x3000mm nagyságú táblákat 25mm anyagvastagságig vágni. A fejlesztéseknek köszönhetően, a régi gépekhez képest, időt és energiát takarítunk meg. A gépeket könnyebben lehet programozni, egy korszerű szoftver segítségével. Gépeink mára 24 órából általában 22 órát dolgoznak a sok megrendelésnek köszönhetően.

Nyír-Lift programozó-tervezője elmondja hogy készséggel, állnak rendelkezésére mindenkinek akinek fémmegmunkálásra van szüksége, bármilyen kérdésre és kérésre szívesen válaszolnak melyet, a cég weboldalán vagy gyartas@nyirlift.hu-n megtehetnek!
Négy db lézervágó géppel és kettő db Stancoló és lézervágó kombi géppel rendelkezünk. Melyből kettő CO2 lézer: / Trulaser 3030, Amada LCG 3015 / kettő FIBER lézer: / Trulaser 3030 (L49), valamint egy csúcstechnológiának számító Trulaser 5030 (L76) /. Kettő kombinált gépünk FIBER lézerfejjel rendelkezik: / Trumatic 1000, Trumatic6000 /. A Trulaser 5030 és a Trumatic 6000 automatizálva van egy TruStore 3030-al amely alapanyag és késztermékek tárolására is alkalmas. Vágási kapacitásunkkal biztonságosan és gyorsan ki tudjuk szolgálni meglévő és leendő partnereink igényeit. Képesek vagyunk akár 3000×1500 mm-es lemezek megmunkálására is.
Lézerrel a műanyagok vágása is lehetséges, de a sorozatszámokat és vonalkódokat is sokszor a technológia segítségével viszik fel a felületre. Azoknak a műanyagoknak egyszerű a lézeres megmunkálása, amelyek nem haladják meg a 25mm-t. Akril és műanyag laminát is vágható a lézerrel, de poliamidet, makrolont, poliproprilént, polisztirolt, poliésztert, polimidet és poliuretánt is lehetséges. Okvetlen fontos figyelni arra, hogy milyen műanyagot akarunk lézerrel megmunkálni, mivel bizonyos típusúak esetében olyan gázok is felszabadulhatnak a folyamat során, amelyek az emberre nézve ártalmasak.
A fa lézerrel történő vágása nagyon népszerű eljárásnak számít. A lézersugár addig melegíti az anyagot, amíg azt el nem párologtatja, így lényegében a fa szublimál. A technológia segítségével különféle díszek, dekor- és használati tárgyak hozhatók létre, mint amilyen például egy lakberendezési kiegészítő, vagy egy szemüvegkeret. Általában CO2 lézerrel történik az anyagmegmunkálás, ami pontos és hatékony vágást, gravírozást és lyukak készítését teszi lehetővé. A fa vastagságától és típusától függően kell kiválasztani, vagy beállítani a gépet: a keményebb fafajták esetében több, a lágyabbak esetében kevesebb energiájú lézerre van szükség.
A különféle üvegtípusok darabolásához és formázásához ma már fejlett technológiák állnak rendelkezésre. Ezek közé tartozik az üveg lézervágása, ami sokkal hatékonyabb és biztonságosabb megoldást jelent az anyag szétválasztásának, mint a klasszikus, mechanikus vágási technikák. A lézerfény nem okoz strukturális sérüléseket vagy mikrorepedéseket. A lézer felmelegíti, majd elpárologtatja az anyagot, így számtalan minta és forma készíthető el. Egy jól beállított és beprogramozott gép tökéletesen sima felületet hagy maga mögött.
© 2024 - Nyírlift Kft. www.nyl.hu